|
|
|
| 耐磨焊丝可以用来补焊渣孔吗? |
| 来源:耐磨焊丝厂家――天津雷公焊接材料有限公司 日期:2025-7-3 |
|

灵魂三问解谜题
一、能用吗?
✅ 可以,但有严苛前提:
渣孔直径<6mm(超限需嵌衬板)
非承压/非疲劳关键部位
二、值得吗?
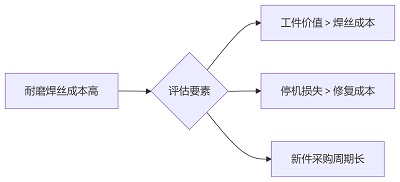
三、可靠吗?
优势:熔敷金属致密度>98%
风险:热输入过大易诱发微裂纹
四、成功法则
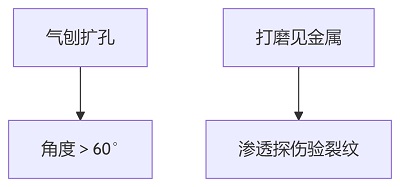
1. 渣孔预处理(成败关键)
倒锥形开槽:
禁忌:
⚠️ 未彻底除渣即补焊 → 气孔复发率>90%
2. 焊丝选型矩阵
工况 推荐焊丝 禁忌
常温磨损区 高铬铸铁系 奥氏体不锈钢
高温腐蚀区 含铌耐热合金系 碳化钨型(易崩)
需机加工 马氏体合金钢系 高硬度铸铁系
3. 工艺精控要点
热输入管控:
脉冲焊机 + 小电流(基准值80%)
每焊15mm长度冷却至50℃
填孔手法:
从底向上分段退焊
结尾预留2mm车削余量
4. 后处理必做项
消应力:300℃×2h 去应力退火
(1)验证:
超声波检测熔合质量
表面硬度测试(波动≤3HRC)
经典案例:泵壳渣孔重生记
(2)背景:
渣孔位置:叶轮流道侧面(直径5mm)
原方案:普通焊条补焊 → 3周后脱落
(3)耐磨焊丝方案:
扩孔至Φ8mm×深10mm(倒锥形)
选用天津雷公582系列焊丝(耐蚀+耐磨)
(4)成效:
服役18个月无脱落
耐磨性反超基体(叶轮寿命↑40%)
五、避坑红名单
❌ 绝对禁区:
核电/航空承压铸件
交变载荷超过10^5次部件
壁厚<8mm的薄壁件
✅ 黄金场景:
矿山机械箱体类铸件
高温窑炉非承重结构
已报废工件的应急修复
六、技术共识
“耐磨焊丝补渣孔是用过剩的强度对冲修复风险――当熔融金属填平缺陷的那一刻,我们不仅修补了孔洞,更在微观世界重建了材料的尊严。记住:渣孔是铸造的伤疤,而精妙的补焊能让伤疤成为勋章。”
以上内容由耐磨焊丝厂家天津雷公焊接材料有限公司编辑 咨询电话:18202593233 |
|
|

