
密炼机滚筒作为橡胶混炼的核心部件,长期承受高温、强剪切力及化学腐蚀三重作用。采用耐磨焊丝堆焊修复可显著延长滚筒寿命,其实际使用时长取决于三大关键因素:材料适配性、工艺精准度、工况匹配度。以下为行业验证的寿命提升策略:
一、寿命影响三维度分析
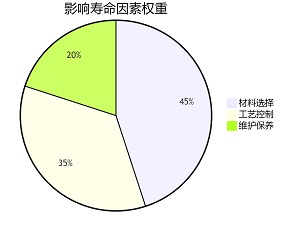
1. 材料选择――寿命的"基因密码"
高温型焊丝:推荐Cr-Mo-V系合金焊丝(耐温≥300℃)
抗粘料层:可通过打底焊丝搭配盖面焊丝,提高焊材与工件间的结合性,降低橡胶粘附率
梯度设计:
过渡层硬度:HRC38-42
工作层硬度:HRC52-55(避免过硬导致胶料碳化)
2. 工艺控制――寿命的"质量杠杆"
预热管理:180-220℃×2h(消除滚筒残余应力)
层间冷却:每焊完1/4面积后自然冷却至80℃再续焊
焊后处理:
530℃×6h去氢退火(化工型密炼机必做)
精磨抛光至Ra≤0.8μm(降低胶料摩擦阻力)
二、寿命对比实测案例
某轮胎厂密炼机滚筒修复前后对比:
原新滚筒:14-18个月(出现沟槽磨损)
1、堆焊修复后:
常规混炼段:32个月(硬度保持HRC50+)
高温段(150℃+):26个月(无剥落现象)
2、关键改进:
采用"波纹焊道"设计(提升胶料流动性)
工作层使用抗冲击性能优异的焊材(抗微划伤)

三、延长寿命的三大黄金守则
1、硬度适配原则
天然橡胶混炼:HRC50-53
合成橡胶混炼:HRC48-50(兼顾抗化学腐蚀)
2、焊层体检制度
每运行4000小时进行硬度检测(允许下降≤5HRC)
发现局部磨损≥3mm时及时补焊
3、清洁保养规范
每日停机后使用专用溶剂清除橡胶残留
每月检查滚筒端面密封区磨损情况
四、结语
耐磨焊丝赋予密炼机滚筒的不仅是"第二次生命",更是通过材料基因改良与表面工程重塑实现的性能进化。当焊丝熔滴与滚筒基体冶金结合的那一刻,便开启了对抗摩擦、高温与化学腐蚀的持久战。
以上内容由耐磨焊丝厂家天津雷公焊接材料有限公司编辑 咨询电话:18202593233 |

