在连铸生产的钢铁洪流中,辊道系统承受着钢水灼烧、铸坯摩擦、冷热交替的三重炼狱考验。传统修复方式往往“治标不治本”,而414N专用耐磨焊丝凭借其成分革新与工艺适配性,正成为延长连铸辊寿命、保障连铸线顺行的核心技术利器。

一、连铸辊的“致命伤”:414N焊丝如何精准狙击?

二、414N焊丝的不可替代性:四大实战优势
1. 抗热裂“金钟罩”
铌元素控裂:铌与碳结合形成稳定碳化物,钉扎晶界阻挡裂纹扩展
低氢工艺设计:焊丝药芯深度脱氧+低扩散氢特性,杜绝氢致裂纹
热匹配性优:热膨胀系数与辊体基材接近,减少界面应力
2. 高温耐磨“持久战”
(对比示意图:普通焊层高温软化 vs 414N焊层硬度保持)
红硬性卓越:600℃高温下硬度保持率达80%以上,避免热软化磨损
耐磨相定向强化:纳米级NbC/VN硬质颗粒均匀弥散,硬而不脆
3. 工艺适应性“全能王”
抗气孔能手:优化脱氧体系(Si-Mn-Ti-Al复合脱氧),适应连铸辊现场湿度波动
低飞溅焊接:电弧稳定柔和,减少辊面清理工时
层间融合优:道间无熔合缺陷,保障修复层整体性
三、成功应用铁律:超越焊丝本身的系统工程
⚠️ 警告:忽略任一环节可能导致修复失败!
焊前“生死线”
除垢:喷砂至Sa3级,杜绝夹渣起皮
探伤:超声波检测基体裂纹(深度>5mm需预处理)
预热:350℃±10℃均温,用红外测温枪校准
焊接“军规”

焊后“定魂术”
缓冷:保温棉包裹>12小时(>100℃/h降温致命!)
消应力:550℃×4h热处理(针对>50mm厚堆焊层)
精加工:磨削量≤0.5mm,保留硬化层
四、414N vs 通用焊丝:连铸辊场景完胜
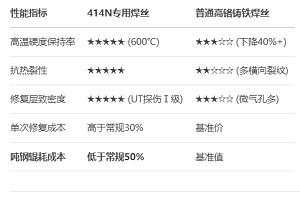
五、结语:以科技之火,淬炼连铸辊的“不坏金身”
414N耐磨焊丝不是魔法,而是材料科学对工业痛点的精准爆破――它用铌钼合金化对抗热裂纹,用纳米硬质相锁定耐磨性,更用全周期成本重构连铸辊价值逻辑。
以上内容由耐磨焊丝厂家天津雷公焊接材料有限公司编辑 咨询电话:18202593233
|

